
|
Home Updates Hydros Cars Engines Contacts Links Contact On The Wire |
Getting the wheels to go round
This is a problem that has faced constructors and manufacturers ever since the first model car was built. Toy cars are one thing, but fitting IC engines to a model and looking to increase speed compounds the problem. Builders, designers and manufacturers of tethered cars faced with getting power to driving wheels approached it in as many and varied ways as with full sized cars. That the smaller versions should follow full sized practice made sense, but it was not that easy, especially as the emergence of the tethered car in Britain was due to the restrictions on flying and boating during the second war with all the attendant shortages.
Early American cars were based on their ‘midget racers’ mostly using complete axle and gearbox casing as in full size, although some did go the friction drive route. Even now, machining an eight inch long axle casting and getting the holes and bearings all in line over that length is beyond many, plus there was the need for a casting in the first place. The pioneers in Britain tried various methods, friction drive, a worm and wheel that was far from successful, the twinshaft concept like the ‘Mercury’ and later the Oliver, chains, sprockets and belts but eventually gears came to be the norm, either in spur or bevel form. Until direct drive with bevels became the standard, some form of gearbox was required to turn the drive train through 90 degrees, as it was again from the 1970s to the present day. The most basic form of bevel drive was a simple yolk with an axle and input shaft running either directly in the metal of the yolk or in bushes. This concept was utilised by the likes of M&E for their Wasp. The Wasp version was in two pieces with only one axle driven and a separate block for the non-driven axle. The yolk was in brass providing the bearings for the input shaft and drive axle and the mounting for the slave axle was in aluminium. Not the easiest of items to fit either as it required six long bolts and six tall aluminium spacers plus two straps to hold it all together.
 |
 |
 |
| American axle, spot the pattern error. | Simple yolk | M&E Wasp unit |
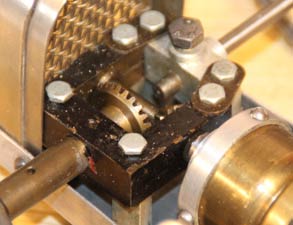
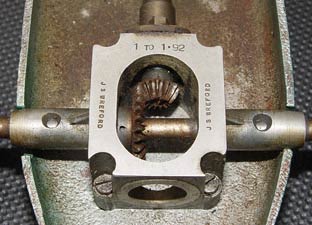
In the immediate post war period when home construction of cars was at its peak, several companies started marketing gearboxes or castings to satisfy the ever-growing market. J S Wreford of Romford produced both a simple yolk type machined from aluminium and two sizes of their ‘Utility’ one-piece box that was cast aluminium with extended bearings for the axles. The smaller of the two was intended for the Half Pint and similar sized cars and had the bearing for the input shaft cast in with the box whilst the larger had longer axle and a separate housing for the input shaft that could be attached at either end of the casting. Both were available for home constructors at 17/6. These products also had the advantage that they could be bolted directly to a plate chassis with either two or four long bolts through each of the corners or even with two springs to give a bit of suspension. The yolk version could run up to 3:1 ratio while the large gearbox was running at 1.92:1 The simple yolk survived long after the tethered car had faded being used in dozens of rail car designs having been popularised by Arthur Weaver in many of his cars.
 |
 |
 |
| Small Wreford | More beefy Wreford version | Curwen/Electra unit |
Several other companies were also offering castings, kits or complete gearboxes, either for their own cars or for general sale, which would often be allied to constructional articles in magazines where the manufacturer or design would be shown and specified. One of the earliest was Bob Curwen’s, which was a three part casting that could be obtained from Pioneer in Chatham for £1-15s-0d or one tested to 100mph for £2-5s. The Curwen design was for a simple bevel box with short bearings for the axle, meaning that supplementary bearings are required for the axle and for some form of radius arm to stop the gearbox rotating under torque.
1066 introduced a similar design in 1946 but with very much longer bearings for the axle, making for an interesting machining job to get the bronze bushes in line in each half of the gearbox. This gearbox was specified in several designs published in Model Cars and Model Car News with castings at 10/6. Another magazine inspired design was that of Edgar Westbury for the MCN Special car. This though was enormous and practically bullet proof. It had a ribbed centre section and then two fully webbed axle units that spigotted into each side. The gears were so large they would not be out of place in a modern car and at 5" wide by 1-¾" diameter the whole unit was massive. Castings were available from Ken’s Model Shop in Nelson Lancashire for 10/6 with the gears at 17/6. Harper’s Cycles of Leicester could supply a simple unit that they called the ‘Dyne Car type’ with a cast centre section and bolt on axle housings that had spring pads included, which cost 45s complete.
 |
 |
 |
| Sectioned 1066 axle | Westbury design from Model Car News | E&M box for Maserati |
Both the Experimental & Model Company of Coventry and M&E of Exmouth produced gearboxes that were also limited to the centre portion only, but set about it in entirely different ways. The E&M box was a two-piece casting with very short extensions for the axles to run directly in the aluminium. The input housing was a top hat of machined bronze rather than another aluminium casting. This was probably because the design of the Maserati car that it was to go in had no radius arm for the gearbox, which tried to turn on the axle and subject the input bearing to incredible stress and wear. Complete and ready to run it was £1-16-0 while the castings alone were 10/- and the gears £1-2-0 The M&E version by comparison was a much better engineered item, being machined from the solid in two halves. These were spigotted together with a ball race and dirt shield sandwiched between the two for the input shaft. The axle ran in the aluminium but was supported in two ball raced housings on the chassis and stopped from rotating by a radius arm bolted to the box.
 |
 |
 |
| M&E front axle unit | Precision Models gearboxes | Replica Models version |
A number of other companies offered bevel boxes similar in form to the Harper’s one, with a cylindrical centre section, machined flat on one side for an input shaft housing and with axle housings on either end. This was also another popular route for home builders who could use suitable gear sets from Bond’s, Muffett, and most of the commercial tethered car and model suppliers. Precision Models of Cardiff supplied a complete gearbox of this type for £3-2-6 that was claimed to be robust enough to accommodate the power of a McCoy or Hornet. Replica Models of Sloane Street in London supplied a similar unit, but were a bit more expensive at £3-15-0. So far it has not been possible to establish where any of the replica items were manufactured, but the suspicion is that they were all bought in from various sources.
There were some oddities, such as the FRC, which was a one piece casting over eight inches long with a cored out centre section, modelled on the Dooling Mercury. Drilling a straight hole for the axle over this distance must have been nigh on impossible. Laurence Sparey did publish an article on how to machine a set of 1066 castings but even this was not simple as the castings started off with tapered housings. The American influence is apparent in the design used by Ian Moore on his cars and adopted by others and was similar to the McCoy unit used in the Invader and Railton. This had four bearings, two for the input and two very close to the gears for the axles, which had large, unsupported overhangs. Originally castings, Gary Barnes has recently been CNC machining copies of these for general sale, which are ideal for solid mounting into pans. This style of gearbox was standard in tethered racing cars well into the early 70s until rear suspension was introduced, which required a gearbox that could be pivoted, resulting in a design that has been used to the present day.
 |
 |
 |
| FRC casting based on Dooling | Gary Barnes McCoy replica | Hamill pivotted gearbox |
Lastly we come to the gearboxes produced by ZN motors of Harrow, a magnificent piece of machining and manufacturing, but lacking any apparent means of mounting it in a car. It differed from all others in being an almost scale version of a full sized back axle, with a rounded centre section, flat on two sides with another precision turning bolted on for the input shaft and pressed cover plate for the crown wheel. What is so incredible about this unit is that the axle extensions, bearing housings and even faux brake drums are turned and then pressed on to the centre section with interference fits to hold it all together. The axle it tapered so that it has to be loaded from one end, then the crown wheel put on before the axle is pushed right through the bearings. The pinion and crown wheel have to be meshed correctly with spacers and shims, requiring the axle to be removed each time, as does the input shaft. Only when a correct mesh is achieved can the crown wheel be pinned to the shaft and the coupling pinned to the input shaft. As to mounting, nothing has ever been published as to how this could be achieved, nor has any method become apparent either. A wonderful artefact if ever a way could be found of using it and far from cheap either at £6-15-0.
 |
 |
 |
| 1970s-present (Denneler) | Two sizes of ZNs | Heavy duty ZN centre section |
As always, the above is entirely based on items and material we have access to and may well be far from comprehensive, so we would be glad to hear from anyone who can add to this information. It may even help identify some of these gearboxes when they appear in a car or for sale somewhere?
Thanks to David Giles, Miles Patience, Peter Hill, John Goodall, Mark Russell, Alan Whitehead Ron Reiter and Des Cooke for photos or the opportunity to photograph the items.
©copyrightOTW2019